
Design Criteria Simulation of Flare Gas Recovery System
Abstract—During the oil and gas extraction and their refining processes, a large amount of gases are not used and then they will be sent to the flare networks. If the Flare Gases Recovery Systems (FGRS) is used, then we can recover the wasted energy and prevent the emission of greenhouse gases. In this paper, we studied design criteria of flare gas recovery system and steady sate and dynamic simulation of the FGRS. The steady state simulation results indicate that if the FGRS is used when one of these finery’s phases has been out of order, the recovery of 5916 (nm3/hr) of sweet natural gas, 24 (ton/hr) of gas condensates and production of 297 (m3/hr) of acid gas would be possible. Also, we studied the changes in the temperature of the gases sent to the flare during total shutdown of the refinery as well as the impact it had on FGRS behavior.
I. INTRODUCTION
DUE to the global population growth and increase in living standards especially in developing countries, the greenhouse gas emissions have been increased in recent years [1]. To fulfill the ever-increasing global demand for oil and gas, enormous quantities of co-produced gas are flared as a waste by-product and large supplies of gas have emerged. Although this process ensures the safety of the rig by reducing the pressures in the system that is resulted from gas liberation, it is very harmful to the environment. It has been the source of much controversial debate as not only wasting a considerable amount of valuable energy but also contributing to severe environmental problems in the petroleum and related industries [2].
It is generally accepted that carbon dioxide is a greenhouse gas and contributes to global warming. About 75% of the anthropogenic emissions of carbon dioxide come from the combustion of fossil fuels [3]. Thus, a reduction in emission of greenhouse gases is a crucial issue. One way to reduce CO emissions is carbon capture and storage, which involves capturing of CO at emission sources and storing it where it is prevented from reaching the atmosphere [4]. A great emphasis has been placed on the source control in modern hydrocarbon processing operations. The technologies contributing to a reduction in the downstream level of source pollutants are costly, and the usually result in the destruction or consumption of valuable hydrocarbon compounds. One exception, where the hydrocarbons are not destroyed, is vapor recovery. In vapor recovery, recovered materials can be recycled to the processing operation, or use as fuel system [5].
A.Environmental Effect of Flaring
There are many gas refineries around the world that send huge amounts of gas to the atmosphere through flaring. CO2 emissions from flaring have high global warming potential and contribute to climate change. Flaring also has harmful effects on human health and the ecosystems. The low quality gas that is flared releases many impurities and toxic particles into the atmosphere during the flaring process. Acidic rain, caused by sulfur oxides in the atmosphere, is one of the main environmental hazards which results from this process [6].
According to the World Bank [7], the annual volume of natural gas flared or vented in the world for the year 2010 amounted to more than 120 billion cubic feet. So according to research performed by the World Bank’s Global Gas Flaring Reduction Partnership (GGFR), the equivalent of almost one third of Europe’s natural gas consumption is burned in flares each year which contributes to about 400 million tons of carbon dioxide emission to the atmosphere (roughly 1.5% of the global CO emissions) [8]. Pollutants discharged from flares also, include sulfur oxides (Sox), nitrogen oxides (NO) and volatile organic components (VOC). The impacts of flare emissions therefore include the health impacts associated with exposure to these pollutants, and the ozone forming potential (and hence indirect health impacts) associated with hydrocarbon and NOx emissions, and the greenhouse gas effects of methane and CO emissions [9].

B.Gas Flaring
Flares are combustion devices designed to safely and efficiently destroy waste gases generated in a plant. In refinery operations, flammable waste gases are released from processing units during normal operation and process upset conditions. These waste gases are collected in piping headers and delivered to a flare system for safe disposal. A flare system has multiple flares to treat the various sources for waste gases [10]. The flare gas can come from exhaust of utilities, safety valves connections or vent connections. Gas composition depends on the equipment and utilities which are connected to the flare networks. There is in fact no standard composition and it is therefore necessary to define some group of flare gas according to the actual parameters of the gas. There is also a great variations in pressures of this flare gas and flare networks
Flares are primarily safety devices that prevent the release of unburned gas to atmosphere; these gases could burn or even explode if they reached an ignition source outside the plant. Two levels of flaring that are of interest. The first is flaring that occurs during a plant emergency. This can be a very large flow of gases that must be destroyed, where safety is the primary consideration. These flows can be more than a million pounds per hour, depending on the application. The maximum waste-gas flow that can be treated by a flare is referred to as its hydraulic capacity. The second level of flaring is the treatment of waste gases generated during normal operation, including purge gas, sweeping gas and planned decommissioning of equipment [10].
The implementation of no-flare design will have a great impact in reducing the emissions from production. With increasing awareness of the environmental impact and the ratification of the Kyoto protocol by most of the member countries, it is expected that gas flaring will not be allowed in the near future. This will require Significant changes in the current practices of oil and gas production and processing [6]. Ghazi et al. (2009) investigated the recovery of flared gas through crude oil stabilization by a multistage separation with intermediate feeds [11]. Rahimpour and Jokar (2012) investigated the best method for recovering the flare gas of Farashband gas processing plant from the economic point of view. Zadakbar et al. (2008) presented the results of two case studies of reducing, recovering and reusing flare gases from the Tabriz Petroleum Refinery and Shahid Hashemi-Nejad (Khangiran) Natural Gas Refinery, both in Iran [12].
II. FLARE GAS RECOVERY SYSTEM
Environmental and economic considerations have increased the use of gas recovery systems to reclaim gases from vent header systems for other uses. With the help of technological advancement in this field, now we can dramatically reduce the volume of burned gases in refineries using a gas compression and recovery system. Flare gas recovery systems eliminate emissions by recovering flare gases. Vent gas recovery systems are commonly used in refineries to recover flammable gas for reuse as fuel for process heaters [13].
Even in most advanced countries only a decade has passed from flare gas recovery technology, thus the method is a new methods for application in refineries wastes. Of such countries active in flare gas recovery are USA, Italy, the Netherlands, and Switzerland. Most FGR system has been installed based primarily on economics, where the payback on the equipment was short enough to justify the capital cost. Such systems were sized to collect most, but not all, of the waste gases. The transient spikes of high gas flows are typically very infrequent, meaning normally it is not economically justified to collect the highest flows of waste gas because they are so sporadic. However, there is increasing interest in reducing flaring not based on economics, but on environmental stewardship [10].
A. Design Criteria of FGR system
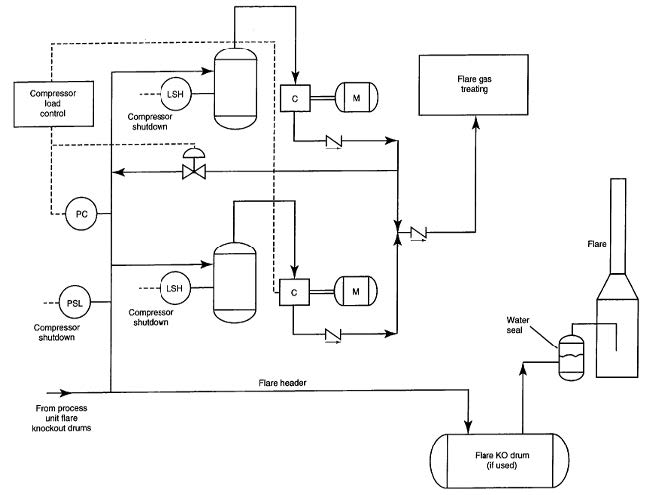
The FGR system is designed to capture waste gases that would normally go to the flare system. The FGR system is located upstream of the flare to capture some or all of the waste gases before they are flared. There are many potential benefits of an FGR system. The flare gas may have a substantial heating value and could be used as a fuel within the plant to reduce the amount of purchased fuel. In certain applications, it may be possible to use the recovered flare gas as feedstock or product instead of purchased fuel. The FGR system reduces the continuous flare operation, which subsequently reduces the associated smoke, thermal radiation, noise and pollutant emissions associated with flaring. Fig. 1 shows conceptual design for a FGR system [14]. The basic processes of the FGR system are [10]:
1) Process vent gases are recovered from the flare header.
2) Gas compressors boost the pressure of this gas.
3) Recovered gas is discharged to a service liquid separator.
4) Separated gas may pass through a condenser where the easily condensed constituents may be returned as liquids feedstock while the components that do not easily condense are returned for use as fuel gas after scrubbing for contaminant removal, such as H2S.
1.Sizing
Flare gas recovery systems are seldom sized for emergency flare loads. Usually, economics dictate the capacity be provided for some normal flare rate, above which gas is flared. Flare loads vary widely over time, and the normal rate may represent some average flare load, or a frequently encountered maximum load. Actual loads on these systems will vary widely, and the must be designed to operate over a wide range of dynamically changing loads. Flare gas recovery systems often are installed to comply with local regulatory limits on flare operation and, therefore, must be sized to conform to any such limits [14].
2.Liquid Seal Drum
The principal potential safety risk involved in integrating a flare gas recovery system is from ingression of air into the flare header, which can be induced by the compressor suction. This could result in a flammable gas mixture being flashed off inside the system from flare pilots [15]. The connections through which the compressors will take suction on the system, and additional seal drums which will provide extra safety against air leakage into the flare system and allow the buildup of flare header pressure, during compressor shutdown or flare gas overload. Also, the compressor control system does not affect the flare system pressure and thus its design will be able to avoid low pressure suction in the flare system during normal operation. The FGR system must be operate over ranges, usually within very narrow suction pressure bands. A typically system might operate over a suction pressure range of 2 to 5 inches of water to 10 to 12 inches of water [14]
The liquid seal vessel (LSV) is a critical equipment item for safe and successful operation of the FGR System. LSVs used in FGR Systems are termed “deep liquid seals” with seal water depth of 30 inch or more. This provides adequate pressure control range for FGR System operation. It is crucial that the LSV is properly designed and sized to handle the changes in flow and transition safely from the normal flare gas flow rates to any emergency flare gas flow rate. Typically, the LSV is installed downstream of the Knock-Out Vessel that is usually near the base of the flare stack [16]
Unwanted seal fluid wave dynamics in such drums have been known to give operating problems. These problems may include vibration, suction pressure instability, and cyclic flare flame puffing. Proper attention to the asymmetry of internals and wave dynamics would avoid these problems. Although water appears to be widely accepted as the conventional seal fluid, other fluids such as stove oil or glycol water mixtures are possible alternatives. Fluid selection requires consideration of freeze protection (in cold climates), hydrocarbon/water separation, implications of carryover, cost, availability, and disposal [17].
3.Selection Type of Compressor
Several compression technologies are available for FGR Systems. Proper selection of the type of compressor for each application is very important. Although, theoretically, any kind of compressor can be used, some kinds have earned broader acceptance in this service than others [18]. Over the last 35 years various companies have used several compressor types including Dry Screw Compressors (DSC), Sliding Vane Compressors (SVC), Reciprocating Compressors (RC), Liquid Ring Compressors (LRC) and Oil Injected (or Oil Flooded) Screw Compressors (FSC) both single and dual screw designs. The chosen compressor technology greatly affects the FGR System initial cost, FGR System physical size, and FGR System operating and maintenance expense [16]. To compress gases and to design flare gas recovery unit, in general, liquid ring compressors or reciprocating compressors are used. Advantage of first type is that gas is cooled during compression by heat transfer of gas through water inside compressor (usually water). It is possible to use amine instead of water in such compressor to separate hydrogen sulfide from flare gases. Reciprocating compressors are purchased easily than the first type, also spare parts provision, repair and maintenance is much easier. If using reciprocating compressors, please note that it will explode if temperature exceeds over allowable limit [19]. Piston compressors are available with one or more cylinders and one or more stages. Multi-cylinder compressors are used for higher outputs, multistage compressors for higher pressures. The gas compressed in the cylinder in the first stage (low pressure stage) is cooled in the intermediate cooler and then compressed to the final pressure in the second stage (high pressure cylinder [20]).
4.Compressor Control
The conventional compressor control strategy calls for adjusting the (net) discharge flow of the compressor to maintain a constant suction pressure. A suction pressure of about 1 psig is high enough to prevent air ingress and low enough to allow the existing relief valves to perform properly. The suction pressure is determined by the seal liquid height in the seal drum. The sense point for the pressure control instrumentation should be in the compressor suction drum. This control signal can prompt a recycle spillback-to-suction to help control suction pressure. Other levels of control sophistication may also be considered. For equipment protection, an automatic shutdown or lock-up system should be incorporated. The actual protection philosophy will depend on the specific machine, components, and operating philosophy. It should be noted, however, that an overly complicated lock-up system can be more trouble than it is worth. Nuisance trips of the system protection devices may occur so frequently as to penalize the on-stream factor [21].
5.Capacity of FGR
The normal flare loads vary widely depending on refinery throughput and operating mode. To enable recovery of over 90 percent of the total annual flare load and keep flaring to a practical minimum, the compression facilities should be designed to handle about 2 to 3 times the average normal flare load. Other plants, such as chemical plants, may have lower normal variation in flare rates. For this reason, the installations may be sized for a lower flow range
The flare gas recovery facilities should be designed to handle the normal range of molecular weight of the flare gases. This normal range may be best determined by numerous spot determinations over an extended period of typical, steady plant operation. The extremes that occur only during rare upset or turnaround conditions need not be included [21]
If the volume of flare gas that is relieved into the flare system exceeds the capacity of the FGRS, the pressure in the flare header will increase until it exceeds the back pressure exerted on the header by the liquid seal. In this event, excess gas volume will pass through the liquid seal drum and onto the flare where it will be burned. If the volume of flare gas relieved into the flare header is less than the total capacity of the FGRS, the capacity of the FGRS adjusts to a turndown condition. This is accomplished by turning off compressors and/or by diverting discharged gas back to the suction header through a recycle control valve. The compressor speed can also be varied. Control of the FGRS is automated with minimal requirement for direct operator intervention [22].
III. SIMULATION OF FLARE GAS RECOVERY SYSTEM
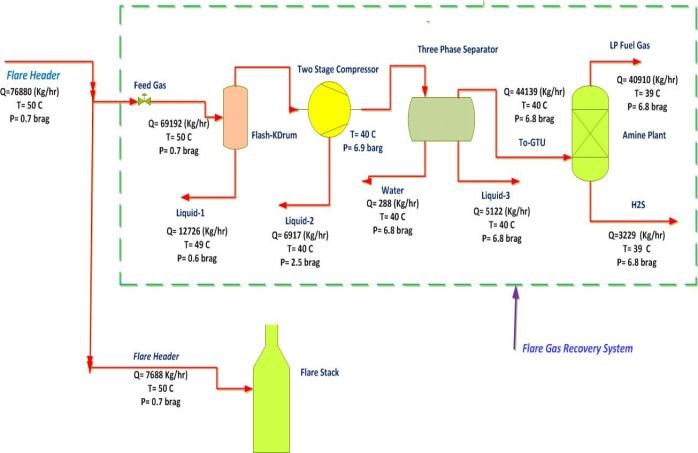
Flare gas recovery system is simulated in two steps. In first step, the system is simulated steady state, and the equipment specifications, the mass balance, the energy and a schematic of the process are obtained. In second step, the system is simulated dynamically and while one phase in refinery system is out of service, changes are studied. Fig. 2 shows the PFD of FGR system. According to a study conducted by Shell, the capacity of simulated FGR unit is equal to 90% of the normal capacity of flaring in the refinery [21]. Since the recovered gases are used in fuel gas system of the refinery, the compressor outlet pressure is considered as 7 Barg.
A. Study on the Dynamic Simulation of FGR System
At total shutdown of one of phases in the refinery, according to the control logic for discharge of different units, all units in the phase are discharged within 36 minutes. The range of changes in gas flow rate sent to the flare network is from 140621(Kg/hr) to 535034 (Kg/hr) [23]. In dynamics simulation of the FGR system, the effect of changing the temperature of the gas sent to the flare network on the performance of the FGR system is studied at total shutdown and discharge of one phase. As the temperature of gases sent to FGR system increases, the operating condition is changed for two-phase separator at the compressor inlet. Fig. 3 shows the changes in the condensate separation at separator before the compressor.
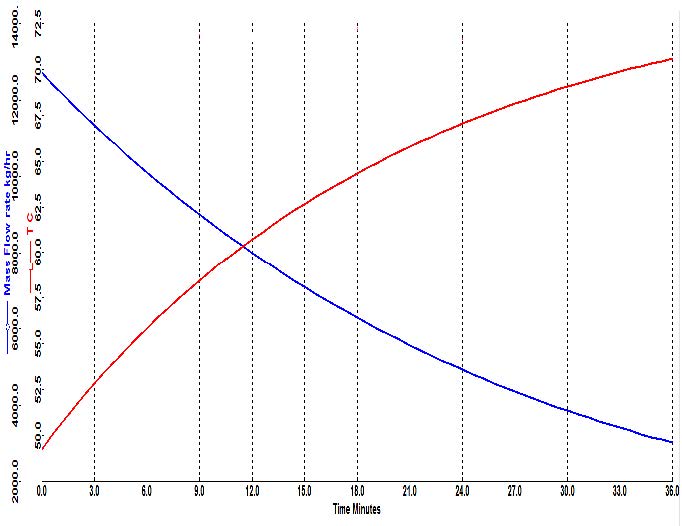
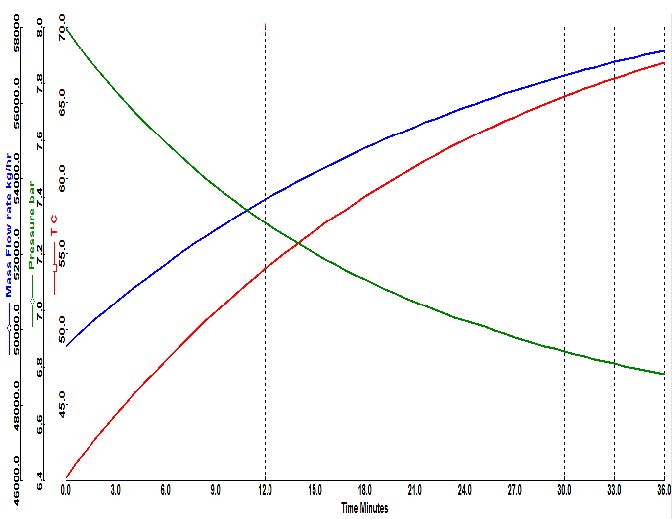
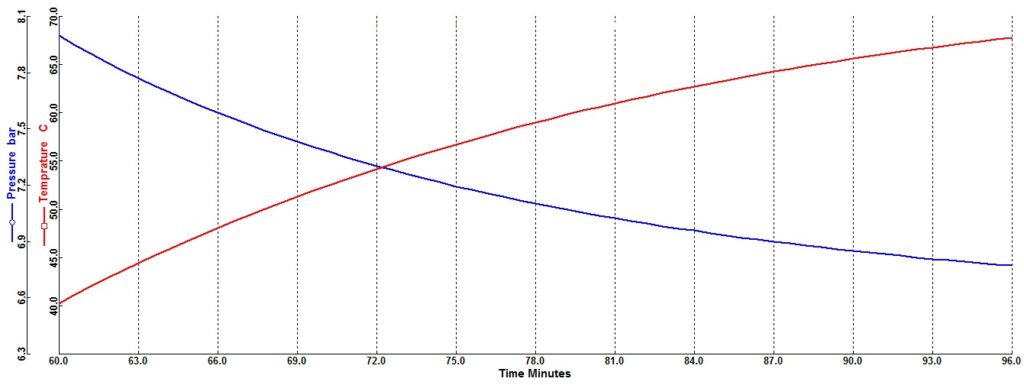
As the temperatures increases, the efficiency, and consequently the compression ratio, of the compressor is reduced. If the heat transfer in the intermediate and end coolers in the compressor is assumed to be constant during the dynamic changes, the temperature of the compressor outlet increases due to the increase in the temperature of the gas entering the compressor. Fig. 4 shows the changes in temperature, pressure and flow rate at the compressor output while the temperature of the gas sent to the compressor is increased.
Due to temperature variations in the flow entering the three-phase separator, temperature and pressure in the separator are change greatly. The combination of the flow at the separator outlet has also variations. As the temperature of the gas discharging the compressor increases and the pressure decreases, the temperature and the pressure at the tree-phase separator show increasing and decreasing trends, respectively. Fig. 5 shows the variations temperature and pressure in the three-phase separator as the temperature increases and the pressure decreases.
IV. CONCLUSION
There is growing interest in minimizing flaring, in part due to the pollution emissions generated by flaring and potentially significant emission sources within a plant. The flaring reduction has high priority as it meets both environmental and economic efficiency objectives. There are many methods for minimizing gas flaring in oil and gas refineries. In this paper we studied design criteria of flare gas recovery system and steady sate and dynamic simulation of the recovery system for the gas sent to the flare in a sample gas processing plant. The steady state simulation results indicate that if the flare gas recovery system is used when one of these finery’s phases has been out of order, the recovery of 5916 (nm3/hr) of sweet natural gas, 24 (ton/hr) of gas condensates and production of 297 (m3/hr) of acid gas would be possible.
Also, we studied the changes in the temperature of the gases sent to the flare networks during total shutdown of the refinery as well as the impact it had on FGR system behavior. The results are shown in separate graphs. It is obvious that the efficiency of the compressor is reduced due to the increase in the temperature of the gas sent to the flare network; therefore, the value of separation in two and three-phase separator shows a drastic change which is shown in the graphs.
REFERENCES
[1] Rahimpour M.R., Alizadehhesari, K., 2009. Enhancement of carbon dioxide removal in a hydrogen perm-selective methanol synthesis reactor. Int. J. Hydrogen Energy 34, 1349-1362.
[2] Tolulope A.O., 2004. Oil exploration and environmental degradation: the Nigerian experience. Environ. Inform. Arch. 2, 387-393.
[3] IPCC Climate Change T.S.B.C.U.P., Cambridge.
[4] Rydén M., Lyngfelt, A., Mattisson, T., 2011. CaMn0.875Ti0.125O3 as oxygen carrier for chemical-looping combustion with oxygen uncoupling (CLOU) Experiments in a continuously operating fluidized-bed reactor system. Int. J. Greenhouse Gas Control 5, 356-366.
[5] Xu Q., Yang, X., LIU, C., LI, K., LOU, H.H., GOSSAGE, J.L., 2009, Chemical Plant Flare Minimization via plant wide dynamic simulation, Industrial & Engineering Chemistry Research 48, 3505-3512.
[6] Bjorndalen N., Mustafiz, S., Rahman, M.H., Islam, M.R., 2005. No-flare design: converting waste to value addition. Energy Sources 27, pp. 371-380.
[7] Homepage; E.I.A.
[8] Broere W., 2008. The Elusive Goal to Stop Flares, Shell World
[9] E. Cairncross R.a.t.p.f.t.m.a.r.o.fl.f.o.r.i.S.A., UEM flaring project final report, 2007.
[10] Peterson J., Cooper, H., Baukal, C., 2007. Minimize facility flaring, Hydrocarbon processing, pp. 111-115.
[11] Mourad D., Ghazi, O., Noureddine, B., 2009. Recovery of flared gas through crude oil stabilization by a multi-staged separation with intermediate feeds: a case study. Korean J. Chem. Eng. 26 (6), pp. 1706-1716.
[12] Zadakbar O., Vatani, A., Karimpour, K., 2008. Flare gas recovery in oil and gas refineries, Oil Gas Sci. Technol. – Rev. IFP 63, pp. 705-711.
[13] Zadakbar O. K.K., Zadakbar A. (2006) Flare Gas Reduction and Recovery, The First National Specialty Conference on Gas, Iran, Oct. 30-31.
[14] API, Guide for Pressure-Relieving and Depressuring Systems, Recommended Practice RP 521, Fourth Edition, Washington, DC, March 1977.
[15] Tarmoom I.O. (1999) G.C.a.F.M., Paper SPE 53321, SPE Middle East Oil Show, Bahrain, Feb. 20-23.
[16] Blanton, R.E., Environmentally and Economically Beneficial Flare Gas Recovery Projects in Petrochemical Facilities, Presented at the National Petroleum Refiners Association Environmental Conference , San Antonio ,September 2010.
[17] Paper in Oil & Gas journal – February 14, 1972, Pages 91,”What Is Flare’s Proper Purge Rate?” by R.D. Reed, lohn ink Co., Tulsa.
[18] Paper in Oil & Gas journal – April 28, 1980, pages 98-102, “Flare-gas System Can Be Designed to Recover a Profit for Plant” by D.O. Livingstone, Polysar Ltd., Ontario.
[19] Younessi S., Omidkhah, M., Tarighaleslami, A., Study on flare gas recovery (FGR) to minimize wastes and economic benefits., The 17th Regional Symposium on Chemical Engineering (RSCE2010), November 1, 2010.
[20] Brown, R.N., 2005. Compressors: Selection and Sizing, third ed. Elsevier Science & Technology Books.
[21] Allen G.D., Wey, R.E., Chan, H., Flare gas recovery in shell Canada refineries, The Fifth Industrial Energy Technology Conference, Houston, April 1983.
[22] R. Schwartz,J. White, and W. Bussman, Flares, in The John Zink Combustion Handbook, ed. C. Baukal, CRC Press, Boca Raton, FL, 2001, Chapter 20.
[23] Asalooye Gas Refinery Data from Pars Oil and Gas Company, 2014. Asalooye, Iran.
International Conference on Chemical, Food and Environment Engineering (ICCFEE’15) Jan. 11-12, 2015 Dubai (UAE)


